






 Print
Print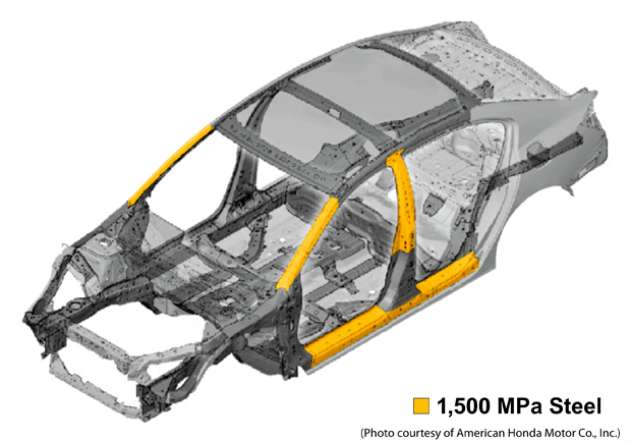
If you haven't been exposed to MIG brazing yet, it's likely that you will be in the not-too-distant future. More and more popular vehicles are requiring MIG brazing for attaching certain high-strength steel (HSS) parts when making collision repairs. An example of this is on the 2013 Honda Accord.
Honda vehicles have a widespread use of HSS and UHSS rated in strength at 340 megapascals (MPa) and higher. On the 2013 Honda Accord, nearly 56% of the structure is HSS. New as of the 2013 model year, the Accord structure also includes 780 MPa, 980 MPa, and 1,500 MPa grades of steel. Together, these grades of steel are used in over 17% of the structure.
Steel rated at 1,500 MPa is used for some structural parts of the passenger compartment on the 2013 Accord. It's on these parts that the requirement for using MIG brazing to attach replacement parts can be found.
On 4-door models the upper A-pillar reinforcement, the upper B-pillar reinforcement, and the  Figure 2 - Shown here is the B-pillar reinforcement being MIG brazed on a 2013 Honda Accord.rocker panel reinforcement are 1,500 MPa (see Figure 1). On 2-door models the upper A-pillar reinforcement, the front roof rail lower panel, the roof side rail reinforcement, and the rocker panel reinforcement are 1,500 MPa.
Figure 2 - Shown here is the B-pillar reinforcement being MIG brazed on a 2013 Honda Accord.rocker panel reinforcement are 1,500 MPa (see Figure 1). On 2-door models the upper A-pillar reinforcement, the front roof rail lower panel, the roof side rail reinforcement, and the rocker panel reinforcement are 1,500 MPa.
Using the Appropriate Attachment Method
The 2013 Honda Accord service information states that if the 1,500 MPa rated parts are damaged, they should be replaced at factory seams. Spot welding is the recommended attachment method, however, MIG brazing must be done on 1,500 MPa steel parts in locations where spot welding can't be done; and there are several locations that cannot be reached with a spot welder. The service information states that GMA welding should never be done on 1,500 MPa steel parts.
The MIG brazing process is advantageous in several ways as compared to GMA welding.  Figure 3 - Along with locations on the B-pillar, MIG brazing is also used for attaching replacement parts for some locations on the A-pillar and rocker panel.There's low heat input into the base metal, a smaller heat-affect zone, and minimal spatter (see Figure 2).
Figure 3 - Along with locations on the B-pillar, MIG brazing is also used for attaching replacement parts for some locations on the A-pillar and rocker panel.There's low heat input into the base metal, a smaller heat-affect zone, and minimal spatter (see Figure 2).
The procedure for replacing the upper B-pillar reinforcement on the 2013 Accord calls for MIG brazing on both the reinforcement and the corresponding outer panel. The number and locations where MIG brazing is required is called out in the service information. MIG brazing is also used for attaching the A-pillar and rocker panel reinforcements in some locations (see Figure 3).
MIG Brazing Requirements
The service information provides the required specifications for the type of welder, electrode wire, and shielding gas to use for MIG brazing.
Specific requirements stated in the service information call for using a welder with a pulse controller, CuSi3 wire, and 100% argon gas.
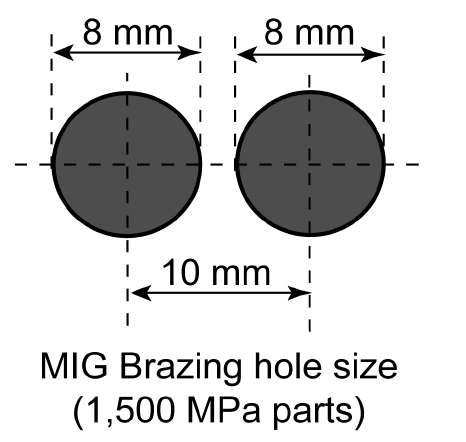 Figure 4 - Shown here is the required hole size and configuration for MIG brazing on 2013 Honda Accord 1,500 MPa parts, such as the upper B-pillar reinforcement.
Figure 4 - Shown here is the required hole size and configuration for MIG brazing on 2013 Honda Accord 1,500 MPa parts, such as the upper B-pillar reinforcement.
MIG brazing is shown as a slot-shaped symbol in the service information. MIG brazing is most often done in slots, because it is an adhesion process, not fusion, and the larger hole size is required.
Honda specifies making holes, not slots. Where MIG brazing is required on the B-pillar reinforcement, the procedure calls for drilling two 8 mm holes (inside diameter), side-by-side, with a 10 mm center-to-center measurement (see Figure 4). Where MIG brazing is required on the outer panel, only one 8 mm hole is called for.
This article first appeared in the July 17, 2013 edition of the I-CAR Advantage Online.
Additional I-CAR Collision Repair News you may find helpful:
Related I-CAR Courses
Article validated in 2024