






 Print
Print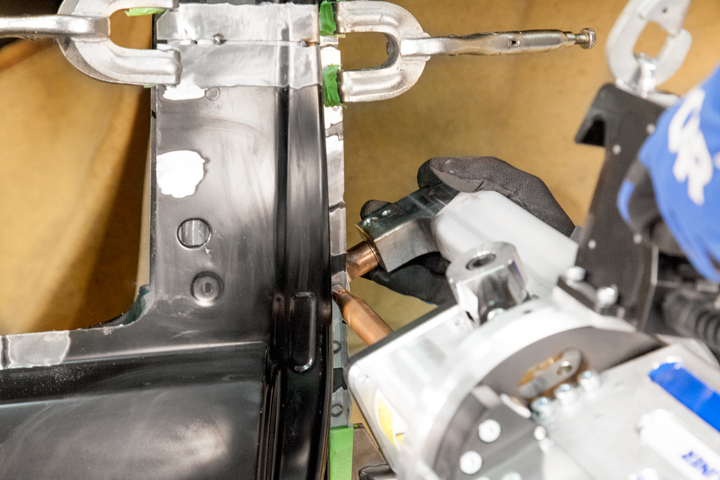
When spot welding is used during repairs, UHSS may not weld the same as mild steel. The welder will need a different setting for UHSS to make a good weld. The vehicle maker may also have requirements for a specific spot welding machine that may have preset programs for specific applications. Some spot welders may only need the sheet thickness and the type of material to be input and the welder will make the necessary adjustments.
With spot welding equipment, check and make sure that the welder is receiving the correct voltage at the receptacle. This is extremely important because if the voltage is too low, it will not make a good weld.
Practice spot welds should be made, visually inspected, and destructively tested before any welds are made on the vehicle. This is to ensure that the welder is set up and functioning properly. When making welds on UHSS to UHSS, there may not be tearout of the weld nugget. When making welds on mild steel to UHSS, or HSLA steel to UHSS, there should be tearout of the weld nugget of the weaker steel. If there is tearout of the UHSS, the heat has changed the strength of the metal.
Additional I-CAR Collision Repair News you may find helpful:
Related I-CAR Courses
Article validated in 2024