






 Print
Print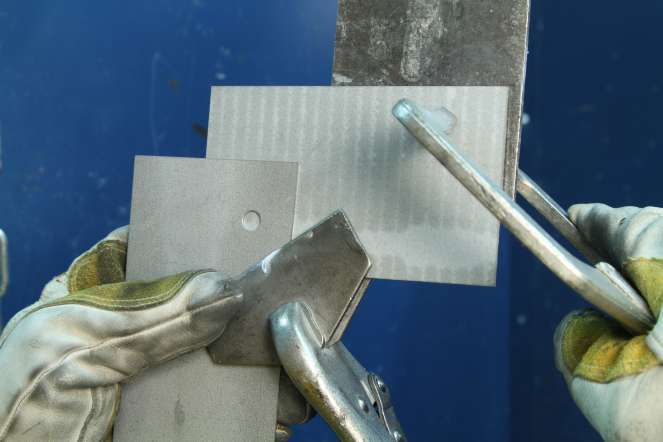
The challenges for vehicle makers to make vehicles safe and strong as well as lightweight have resulted in material variations. Many of today's steel-structured vehicles use steel in the range of 0.70 mm thickness for the outer panels, and a thicker, and in many cases higher strength, steel for the structure. This has resulted in I-CAR revising its Training and Certification: Steel GMA Welding to more accurately reflect the thicknesses of steels being used.
The revised test was released on July 30, 2012. It features ten welds made on steel coupons in two thicknesses aimed at representing steel thicknesses on today's vehicles (see Figure 1).
Based on a survey of some of the top-selling vehicles in North America, the two thicknesses selected are 22 gauge and 16 gauge zinc-coated steel. 22 gauge coated steel varies in thickness between 0.68 – 0.81 mm. 16 gauge zinc-coated steel varies in thickness between 1.4 – 1.6 mm. The original test coupons were a single thickness, 18 gauge steel. The two thicknesses selected not only represent the steel thicknesses found on current vehicles, but we feel the revised test requires a broader range of technician welding ability and verifies that the technician has the skills required to weld advanced structures.
We were especially motivated to include thin welding coupons in the test, based on several comments from test participants that they would like to test on the steel that is representative of the thin, exterior panels found on many vehicles.
Mild Steel vs. High-Strength Steel (HSS)
With the multitude of different steels used in vehicles today, material selection and sourcing presented interesting challenges. Which steels do we use? If we select specific steel strengths that represent one vehicle or OEM, how does this compare to other steels on other vehicle makes and models? To maintain a focus on weld quality and a consistent student experience, both of the coupons used in the revised test are mild steel. We found little or no difference in welder settings when making GMA welds on mild steel compared to welding on HSS, or even steel graded as UHSS.
There's another reason we went with mild steel only, and that's because of the experiences we were having with destructive testing. A successful plug weld twist test on two mild steel coupons will invariably twist a nugget out of the base metal, or bottom coupon that does not have the punched hole. Any flaw in the plug weld, such as a skip or one spot around the hole where there's no fusion, results in a nugget twisting out of the top coupon instead.
On a plug weld where the base metal is a grade of HSS and the top coupon is mild steel, there's the opposite result. A successful plug weld twist test pulls a nugget from the top, mild steel coupon instead of the bottom coupon. It may be difficult to determine, then, whether the nugget twisted out of the top coupon because it's weaker steel or because the weld is flawed in some way.
I-CAR Plug Weld Tests
 Figure 2 - This technician is making plug welds to hold an insert on a rail sectioning joint.For the I-CAR Training and Certification: Steel GMA Welding course, four of the ten required welds are plug welds. These include a "thin-to-thin" plug weld (22 gauge to 22 gauge) in the vertical position. The plug weld is made in a 6 mm hole punched out of the top coupon. This represents, for example, plug welds on a pinchweld flange joining two exterior panels, such as along a wheelhouse opening. It could also represent plug welds made into a butt joint backing piece, such as along a rocker panel.
Figure 2 - This technician is making plug welds to hold an insert on a rail sectioning joint.For the I-CAR Training and Certification: Steel GMA Welding course, four of the ten required welds are plug welds. These include a "thin-to-thin" plug weld (22 gauge to 22 gauge) in the vertical position. The plug weld is made in a 6 mm hole punched out of the top coupon. This represents, for example, plug welds on a pinchweld flange joining two exterior panels, such as along a wheelhouse opening. It could also represent plug welds made into a butt joint backing piece, such as along a rocker panel.
There's also a "thick-to-thick" plug weld (16 gauge to 16 gauge) in the vertical position. The plug weld is made in an 8 mm hole punched out of the top coupon. This represents, for example, plug welds made into a butt joint with backing insert when sectioning a rail (see Figure 2).
For the destructive test on these two welds, I-CAR requires a tearout hole in the bottom, base metal coupon at least 5 mm, but no greater than 10 mm. The I-CAR Training and Certification: Steel GMA Welding gauge can be used to measure the tearout hole. A tearout hole close to the size of the plug weld itself signifies a strong plug weld, but too large of a tearout indicates too much heat.
There's also a 22 gauge to 16 gauge, or "thin-to-thick" plug weld in both the vertical and overhead positions. These represent, for example, plug welds along a vertical pinchweld joining an outer B-pillar to a thicker reinforcement.
With this example, on a vehicle the thicker steel may be HSS or stronger, as is common on B-pillar reinforcements. Again, in the I-CAR Training and Certification course, we wanted a nugget to twist out of the bottom coupon, so both coupons are mild steel.
We found in our research that the more heat applied when making the plug weld, the larger the tearout hole. Since excessive heat is something to avoid when welding grades of HSS, we require a tearout hole from the bottom, thicker coupon, but that hole should be a maximum 5 mm, rather than a minimum 5 mm like the rest of the plug welds.
Other Test Welds
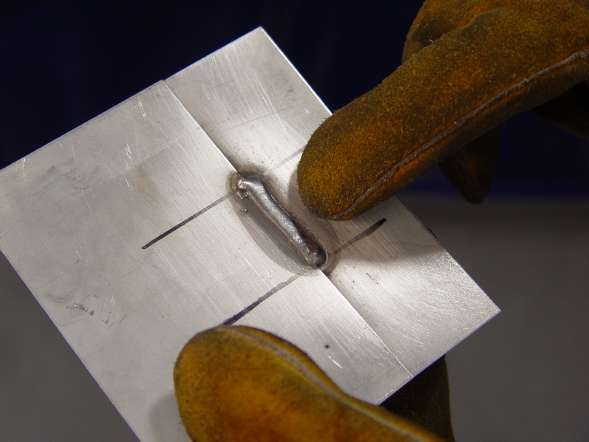 Figure 3 - Fillet weld lengths are 25-38 mm. The short length allows the weld to be destructively tested easily.In addition to plug welds, there are open butt joints, butt joints with backing, and fillet, or lap welds required in the Welding Training & Certification course. All of these welds are done on the same thickness materials (see Figure 3).
Figure 3 - Fillet weld lengths are 25-38 mm. The short length allows the weld to be destructively tested easily.In addition to plug welds, there are open butt joints, butt joints with backing, and fillet, or lap welds required in the Welding Training & Certification course. All of these welds are done on the same thickness materials (see Figure 3).
There's a vertical open butt joint using two thin coupons, which represents a common joint required on pillars and rocker panels on Toyota vehicles, for example. There's an overhead butt joint with backing using three thick coupons. This represents, for example, a common joint when sectioning a front lower rail on a Chrysler vehicle. There are two thin-to-thin fillet welds required, both a vertical and overhead. These represent the joints where an exterior panel is lapped over another exterior panel.
The Test Site is Your Site
As has been the case for several years, an I-CAR instructor will administer the test at your repair facility using your own welding equipment. This helps ensure you're familiar with the equipment and surroundings. Also, the tips on maintenance and tuning the welder will give you intimate knowledge of your welding equipment. The instructor provides the test coupons and a weld positioner for making the welds in the vertical and overhead positions. A check-off form, given to the repair facility prior to the test day, ensures that the facility has the right equipment and materials for the test. As an example, a large vise is required for destructive testing of the welds (see Figure 4).
 Figure 4 - A large vise is required for destructive testing.Like any I-CAR event, the Training & Certification: Steel GMA Welding is administered in a supportive and friendly learning environment. The instructor leads a practice session, as much as is required, and offers guidance throughout to help ensure all of the technicians making the welds are successful. It is a guarantee that by the end of the session, everyone participating in the event will know more about GMA welding and be a better welder.
Figure 4 - A large vise is required for destructive testing.Like any I-CAR event, the Training & Certification: Steel GMA Welding is administered in a supportive and friendly learning environment. The instructor leads a practice session, as much as is required, and offers guidance throughout to help ensure all of the technicians making the welds are successful. It is a guarantee that by the end of the session, everyone participating in the event will know more about GMA welding and be a better welder.
Conclusion
The I-CAR Training & Certification: Steel GMA Welding has been revised to better represent the steel thicknesses being used by the vehicle makers. Ten welds are required to be made on 22 gauge and 16 gauge coupons, in a combination of vertical and overhead positions. An I-CAR instructor will administer the Training and Certification courses at the repair facility using the repair facility's welding equipment.
Major collision damage requires a greater level of expertise to repair, and welding is one of the most critical skills necessary in completing that repair safely. Poor welds can lead to part failure and reduced protection for the occupants in the vehicle. How well a technician performs welds, even the condition of the welding equipment, impacts not only the structural integrity of the vehicle, but safety, as well.
This article first appeared in the August 22, 2012 edition of the I-CAR Advantage Online.
Additional I-CAR Collision Repair News you may find helpful: