Close
|
|

|
|






Follow us on 
@Ask_ICAR for daily updates.
Your job requires that you keep on top of the latest in vehicle, tool, and equipment technology – I-CAR is committed to helping you do so in one convenient place. We regularly publish new articles highlighting the latest and greatest collision repair information.
So check back often and follow us on X @Ask_ICAR to ensure you’re equipped with the most up-to-date collision repair technical information available in the industry.

You’ve been asking and now all of the I-CAR 360 videos are in one convenient location. Let’s take a look at what is found in each video.

An article by Collision Repair Mag, from October 19, 2017, brings to light an IIHS study that proves that there is no margin for error when it comes to advanced driver assistance systems (ADAS). Calibration is important, but if the parts that are being used are not manufactured correctly, the ADAS can be affected. Let’s take a look at how ADAS can be affected.
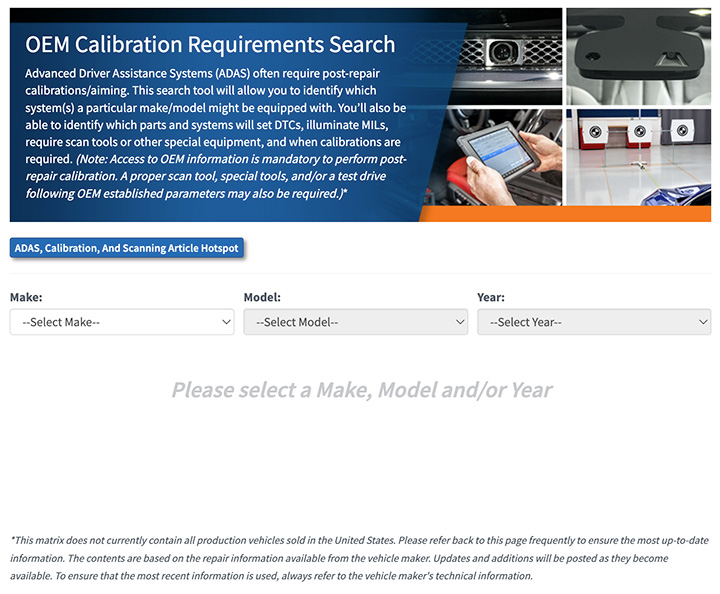
The Repairability Technical Support (RTS) team has put together a series of videos highlighting each area of the RTS portal. These videos are designed to help educate you on the types of information you will find in each area. Let’s take a look at the OEM Calibration Requirements Search page.
BMW’s latest generation of the X3 has undergone some major changes, including a 121 pound drop in weight. Repairer Driven News (RDN) posted an article highlighting many of the changes to the new model. Let’s take a look at some of these changes.

Mazda has updated their www.mazdaserviceinfo.com service and repair information website. This update to the website changes how to find the collision repair information you need.
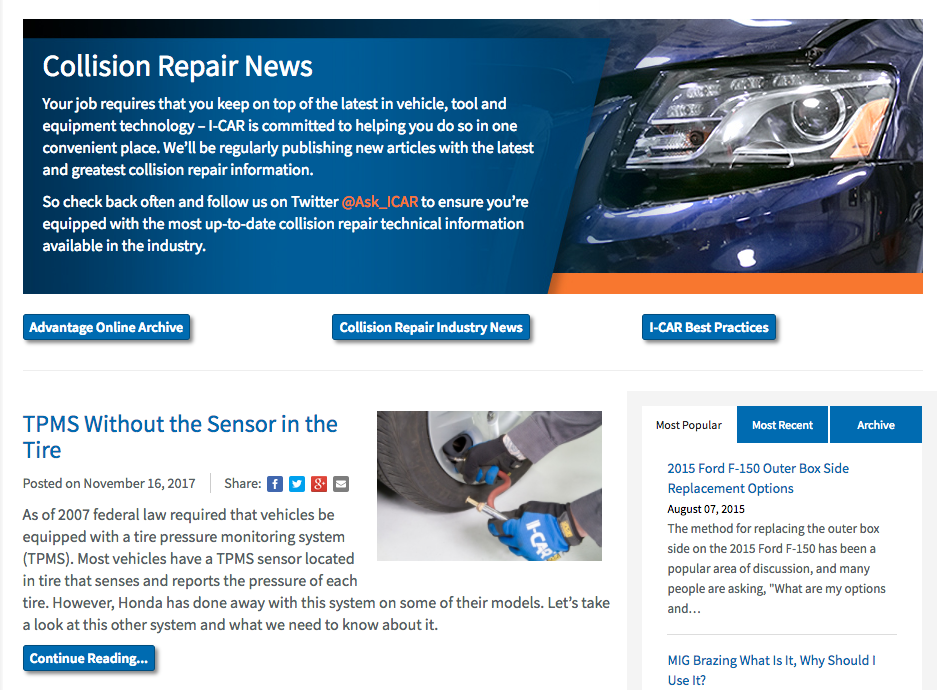
The Repairability Technical Support (RTS) team has put together a series of videos highlighting each area of the RTS portal. These videos are designed to help educate you on the types of information you will find in each area. Let’s take a look at the Collision Repair News page.

As of 2007 federal law required that vehicles be equipped with a tire pressure monitoring system (TPMS). Most vehicles have a TPMS sensor located in tire that senses and reports the pressure of each tire. However, Honda has done away with this system on some of their models. Let’s take a look at this other system and what we need to know about it.
Mazda’s position statement can now be accessed directly from the I-CAR RTS Portal. These position statement are housed on the Mazda OEM Information page. Let’s take a look at what the position statement includes.
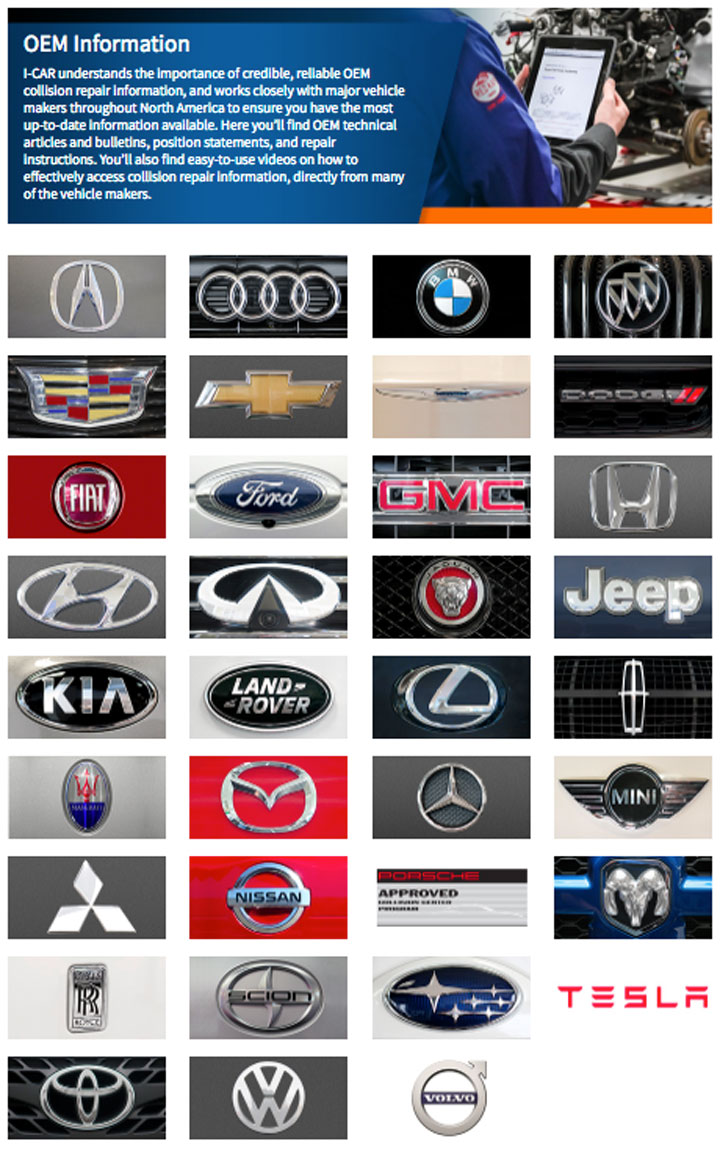
The Repairability Technical Support (RTS) team has put together a series of videos highlighting each area of the RTS portal. These videos are designed to help educate you on the types of information you will find in each area. Let’s take a look at the OEM Information page.

The role of the windshield is a lot more complex than simply allowing a view of the road ahead. It is considered a structural part of the vehicle as it contributes to the strength of the roof and A-pillars. The windshield helps to manage collision energy and has become an integral part of several advanced safety systems.
It is commonly asked, "What is required when replacing a windshield?" With this question in mind, we will be presenting a series of articles that highlight some of the requirements from the various OEMs. As always, it is important to read through each vehicle-specific procedure to ensure a complete, safe, and quality repair.
The RTS team frequently receives inquiries on the sectioning and/or replacement of welded-on panels on FCA/Stellantis vehicles. The questions boil down to, what do you do when there isn’t a procedure available? Let’s revisit the FCA/Stellantis Collision Bulletin that addresses this.
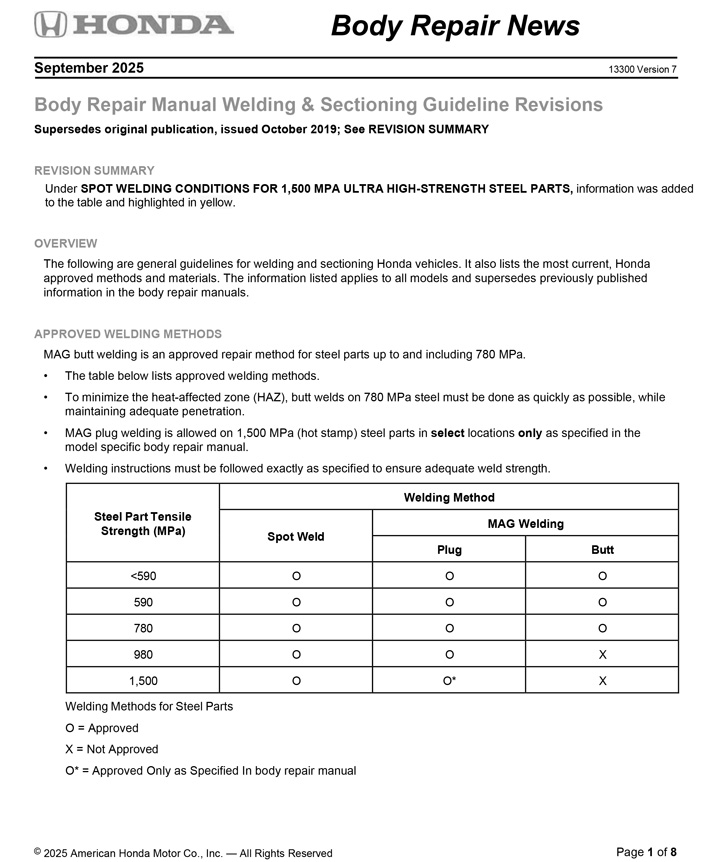
When Honda updated the Body Repair News: Body Repair Manual Welding & Sectioning Guideline Revisions in July there is a piece of information you may have missed. Let’s take a look.

RTS has put together a brief video highlighting each area of the RTS web portal, to help educate you on the types of information you will find in each area.
The second installment of the I-CAR Collision Reporter - The Readiness Issue has been released. The rate of change in today's vehicles is higher than ever. Are you ready to repair the vehicles rolling into your shop?
A key part of being able to diagnose a problem with advanced driver assistance systems (ADAS) is understanding how the system works. Knowing what is happening inside the system will help you properly diagnose why the system may be failing. This will prevent replacing parts that are not causing the system issue. Let’s take a look at what we learned with this series of articles.
As the industry continues to ask if pre- and post-repair system scanning is necessary, Toyota/Lexus/Scion provides their answer.
Are you wondering if a particular OEM or organization has a published statement on pre-repair and post-repair scanning? We have compiled a list of most of the statements on the subject, so you can...
Since advanced driver assistance systems (ADAS), scanning, and calibration first started becoming relevant, members of the collision repair industry have required as much knowledge as possible on...
BMW has released a position statement related to pre- and post-repair system scanning. The statement applies to All vehicles equipped with on board diagnostics II (OBD II).
Honda /Acura has updated their position statement on pre- and post-repair scanning to give more clarification on what is expected for scanning.
The I-CAR best practice article, Recycled Outer Quarter Panels w/Rolled Hem Flanges has gotten a lot of interest from the collision repair industry. It’s important to know which vehicles are...
As the industry continues to ask, are pre- and post-repair scans necessary, General Motors provides their answer.
Over the past few months, we've been sharing OEM position statements on restraints wiring repairs. Now we're bringing them all together in one place for easy reference.
Technicians should be aware of what’s required to keep advanced driver assistance systems (ADAS) running safely after a collision. Whether that be aiming a camera, which can cause a system to not...
FCA/Stellantis has released a position statement related to pre- and post-repair system scanning.
Adhesives are common in vehicle construction; the adhesives specified in the service procedure are not optional.
Periodically, I-CAR Repairability Summits are held to bring together collision industry stakeholders and subject matter experts to develop collision repair processes and best practices to repair...
Have you had an experience where the vehicle notified the owner that it was being moved while it was in your repair facility? App-based connected services are available from many vehicle makers and...
I-CAR had numerous presentations at the 2025 SEMA show. Two of these presentations focus on repair planning.
I-CAR is having a discussion on the growing issue of counterfeit collision repair parts.
Sometimes seeing is understanding, that’s why I-CAR's technical team created the Just in Time video series to guide you through a variety of collision repair topics from ADAS and EVs to repair tips...
Honda has released the third volume of The Joy Of Repair newsletter.
One of the many functions of the Repairability Technical Support (RTS) team is to assist the collision repair industry with understanding repair procedures. The team often receives questions such...
One of the many functions of the Repairability Technical Support (RTS) team is to assist the collision repair industry with understanding repair procedures. The team often receives questions such...
Volvo has updated its position statement on windshield replacements.