






 Print
Print
Why MIG Brazing?
It is widely known that GMA welded; fully galvanized steel will lose some of its properties, including corrosion protection, due to the heat created during welding. OEMs are starting to counter this problem by using MIG brazing along with "stitch" and "skip" methods to control the heat. However, MIG brazing should only be done in areas specified by an OEM procedure. With MIG brazing, the lower heat input burns away a minimal amount of the zinc corrosion protection (galvanizing) adjacent to the weld (see Figure 1).
Generally the melting temperature of GMA welding electrode wire is higher than the evaporation temperature of zinc 910°C (1,670°F), causing the zinc to vaporize both in and around the weld zone. However, by reducing the welding temperature, less zinc will vaporize adjacent to the weld bead and the zinc disturbed by the process will "return."
In addition to protecting the galvanized coating, the low heat involved in MIG brazing does not compromise the strength of the steel. A number of other characteristics associated with MIG brazing include:
- Less welding spatter. The material is transferred into the weld pool without any short-circuiting. As a result, the arc is almost entirely free of spatter.
- Easier finishing of the welded joint. The bronze bead is soft.
- Less potential of panel warpage when the weld heat is lowered.
- Reduced potential for burnthrough.
- A good seal along the joint. Cathodic corrosion protection next to the weld bead (cathodic corrosion protection prevents rust "creep" between zinc and steel along cut edges of the panel).
Adhesion vs. Fusion
During GMA welding, the base metal melts and fuses with the melted filler metal at a temperature of approximately 1,650°C (3,000°F). This is considered a fusion process. When brazing, however, the temperature is considerably less, with a welding temperature 1,940°F. Therefore, only the filler metal melts. It does not melt the surrounding metal in the weld zone, rather it lies on top without penetrating the base metal.
Equipment Recommendations Some machines will automatically adjust the weld settings depending on the material thickness that is entered.MIG brazing can be performed using a GMA welding machine, equipped with a spool gun, a conventional torch, or a push feeder with Teflon cable liner. This type of liner is used to minimize particle throw-off from the filler material. Pulse MIG brazing equipment has yielded the best results when MIG brazing. Pulse equipment provides lower heat input into the base metal (see Figure 2). It uses one molten drop of electrode per pulse, which results in virtually spatter-free welding. Generally, this type of equipment has a computerized program that controls a number of different parameters and uses a conventional torch with a push feeder.
Some machines will automatically adjust the weld settings depending on the material thickness that is entered.MIG brazing can be performed using a GMA welding machine, equipped with a spool gun, a conventional torch, or a push feeder with Teflon cable liner. This type of liner is used to minimize particle throw-off from the filler material. Pulse MIG brazing equipment has yielded the best results when MIG brazing. Pulse equipment provides lower heat input into the base metal (see Figure 2). It uses one molten drop of electrode per pulse, which results in virtually spatter-free welding. Generally, this type of equipment has a computerized program that controls a number of different parameters and uses a conventional torch with a push feeder.
Recommended Filler Materials
The recommended brazing wire includes copper-silicon (CuSi3), which is most common for sheet steel, or bronze alloy solder (CuAl8 and CuSn6). It is recommended to treat this wire similar to aluminum wire. There cannot be any abrasions to the wire when it is fed. Therefore, use half-round, smooth wire drive rolls. Recommended base wire liners may include Teflon, plastic-graphite, or carbon fiber. The recommended shielding gas is 100% argon.
Machine Settings
The most common error that technicians make when setting a GMA welder for MIG brazing operations is setting the output of the welding machine too high and making too hot of a weld. When MIG brazing using a GMA welding machine, use a lower wire speed (lower current) setting than what is generally used for welding with steel electrode wire. Also, use lower voltage settings (shorter arc length). This requires the power source on the welder to deliver a stable arc in the low power range.
 This is an example of good weld.
This is an example of good weld.
When welding with lower heat, the weld bead does not lay down flat. Unlike welding steel, this is acceptable. Do not adjust the heat settings to get a smoother, flatter bead. Increased heat settings defeat the benefits of lower heat MIG brazing.
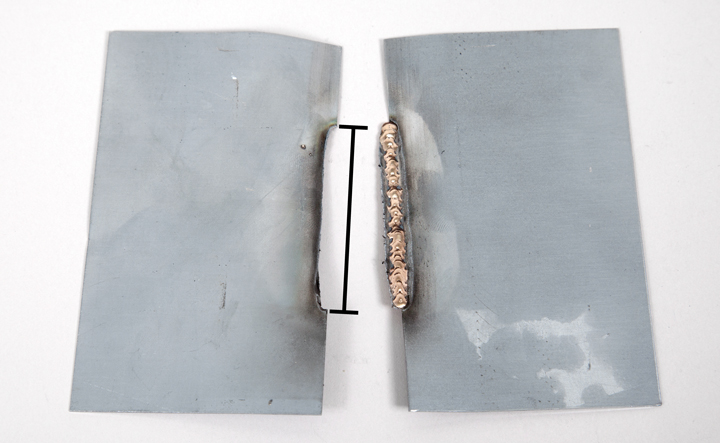
Testing
MIG brazing welds may be tested in a manner similar to GMA welds. A proper weld will cause the top plate to tear out along the weld bead.
Additional I-CAR Collision Repair News you may find helpful:
Related I-CAR Courses
Article validated in 2024