






 Print
Print
This article originally appeared in the November/December edition of Fixed Ops Magazine.
Collision repair professionals are no different than any other professional – we are resistant to change. It took many years for repairers to make the switch to “MIG welding” for welding early unibody vehicles. (For this article we’ll use the term gas metal arc welding (GMAW) metal inert gas (MIG), or GMA (MIG)). (More on the reason, later.) It was a technology that was unfamiliar to many and there wasn’t a perceived need for change. History would prove otherwise, as there may not be a collision repair business in the country that doesn’t have a GMA (MIG) welder.
In this first of a two-part series, we’ll take a look at some of the attachment methods required for today’s collision-damaged vehicles. We will focus on steel and aluminum welding. In part 2, we’ll take a closer look at adhesive bonding and some of the mechanical fasteners that are going to be required for repair.
Steel GMA (MIG) Welding
GMA (MIG) welding has been a staple in the collision repair industry for many years. Steel GMA (MIG) welders offer collision repair professionals a number of benefits: modest price to own; ease of use; readily available training; minimal maintenance; and technicians are familiar with the equipment.
When steel GMA (MIG) welding started its rise, it was often referred to simply as MIG welding. While this term is widely known, it’s not really accurate. MIG stands for “metal inert gas” and is accurate when making welds using an inert shielding gas, such as 100 percent argon. However, for most collision repairs, we use a shielding gas that is 75 percent argon, 25 percent carbon dioxide (often called 75/25, or C-25). Because carbon dioxide is an active gas, the correct term would be MAG welding. Regardless, if a technician is doing MIG welding, or MAG welding, both processes are gas metal arc (GMA) welding methods, so I CAR, the Inter-Industry Conference on Auto Collision Repair, and others, made the switch to GMA (MIG) when referring to the process - GMA, to be technically accurate, and MIG to help with its recognize-ability…simple enough, right?
 Because steel GMA (MIG) welding has been prevalent in the collision repair industry for so long, we won’t spend a lot of time on it in this article. However, there are a few important items that we do need to touch on. For the majority of unibody welding, we will likely be using a 110V machine, with 0.6–0.9 mm (.023–.035") ER70S 6 electrode wire, and C-25 shielding gas. For welding on truck frames, we may still be using ER70S-6 electrode wire, with C-25 shielding gas, but we’ll need a 220 V machine and 1.2 mm (.045") electrode wire. Also, be aware that some vehicle makers do require ER70S 3 electrode wire for some welding applications. As always, it’s important to refer to the vehicle maker’s instructions for any part replacement and welding requirements.
Because steel GMA (MIG) welding has been prevalent in the collision repair industry for so long, we won’t spend a lot of time on it in this article. However, there are a few important items that we do need to touch on. For the majority of unibody welding, we will likely be using a 110V machine, with 0.6–0.9 mm (.023–.035") ER70S 6 electrode wire, and C-25 shielding gas. For welding on truck frames, we may still be using ER70S-6 electrode wire, with C-25 shielding gas, but we’ll need a 220 V machine and 1.2 mm (.045") electrode wire. Also, be aware that some vehicle makers do require ER70S 3 electrode wire for some welding applications. As always, it’s important to refer to the vehicle maker’s instructions for any part replacement and welding requirements.
A recent example of a new vehicle maker requirement for welding is the announcement by Honda that ER70S-6 wire only be used on steels with a tensile strength of 440 MPa or less. For any steel on Honda vehicles between 440 MPa and 980 MPa, Honda now requires Bosch’s DS980J electrode wire. I-CAR, through the I-CAR Repairability Technical Support Portal, has a copy of the requirement from a recent Honda Body Repair News publication. You can access the publication, along with a lot of other great vehicle maker information at www.rts.i-car.com, or you can go directly to the article at Honda Body Repair Manual Welding & Sectioning Guideline Revisions
Aluminum GMA (MIG) Welding
A lot of people tell us that aluminum repair isn’t difficult, it’s just different; but when it comes to welding, it’s a lot different. Unlike steel GMA (MIG) welding, aluminum welding is truly MIG welding. Because 100 percent argon shielding gas is used, the “inert” moniker is completely accurate for aluminum welding. There are also a number of other differences between steel and aluminum welding. (Image #5610)
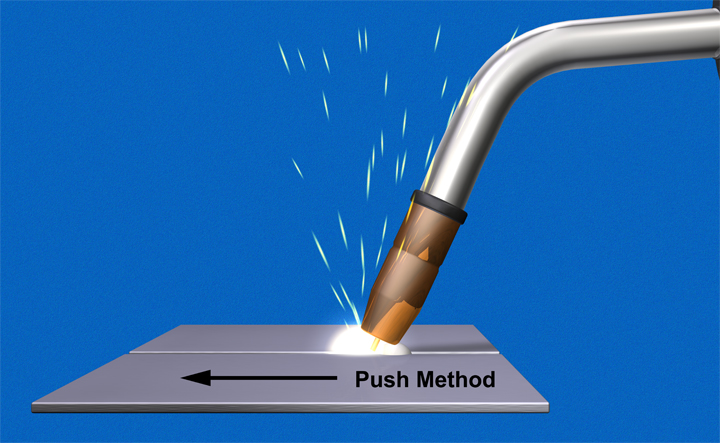 While steel welding affords technicians with the option of either the push or pull welding technique, the push technique must be used for aluminum. The push technique allows for the shielding gas to clean the weld area and reduce weld contamination.
While steel welding affords technicians with the option of either the push or pull welding technique, the push technique must be used for aluminum. The push technique allows for the shielding gas to clean the weld area and reduce weld contamination.
The welding transfer method also differs between steel and aluminum welding. For steel, short-circuit transfer is still the transfer methods of choice. However, for aluminum, most vehicle makers are now requiring pulsed-spray arc transfer. Unlike short-circuit transfer, where molten electrode wire "breaks off" when it contacts the base metal, pulsed spray forms a droplet of molten electrode wire that is pushed across the arc into the weld puddle. Because the concept is easier to show, than explain, check out these slow motion videos from Miller Electric, for a comparison of the two transfer methods:
Another difference between steel and aluminum welding is electrode wire selection. While there is a nearly universal electrode type for steel, aluminum electrode requirements vary, based on the alloy of the base metal and the vehicle maker’s recommendation. It’s imperative to refer to the vehicle maker’s instructions when selecting aluminum electrode wires. Some common types you may run into include 4043, 4047, 5356, and 5554.
Squeeze-Type Resistance Spot Welding (STRSW)
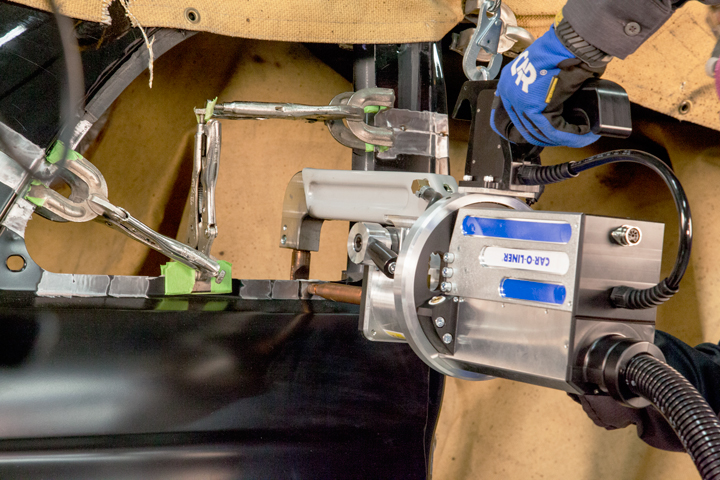 Not since GMA (MIG) welding first made its way into collision repair facilities across the country, has there been a repair attachment method gaining popularity as much as spot welding. A quality squeeze-type resistance spot welder has become an essential piece of equipment for collision repair businesses.
Not since GMA (MIG) welding first made its way into collision repair facilities across the country, has there been a repair attachment method gaining popularity as much as spot welding. A quality squeeze-type resistance spot welder has become an essential piece of equipment for collision repair businesses.
Not only does STRSW duplicate the OEM appearance, but it also allows for a significantly smaller heat-affected zone that doesn’t damage many of the high- (HSS) and ultra-high strength steels (UHSS) found on today’s vehicles. Some vehicle makers have gone as far as requiring STRSW for welding HSS and UHSS on their late-model vehicles.
In the July/August edition of (Fixed Ops Magazine) we took a closer look at some of the considerations for investing in this type of equipment. If you haven’t already done so, it’s time to take a closer look at making an investment into this type of equipment; you’ll be glad you did. We also covered MIG brazing in the previous article and you may also want to consider adding this piece of equipment into your facility.
Multi-Function Welders
One trend that we’re beginning to see from welding machine manufacturers is machines that integrate a number of welding processes into one machine. There are a handful of machines now on the market that you can make steel GMA (MIG) welds, MIG braze welds, and aluminum GMA (MIG) welds without making modifications to the machine each time you change welding processes.
 These machines offer three welding torches and the ability to house three types of electrode wire, in the same welding machine. The machine can carry 100 percent argon shielding gas and C 25 shielding gas. You don’t even have to “tell” the machine which welding method you’d like to use. When you squeeze the trigger on the steel GMA (MIG) welding torch, the machine switches, automatically, to steel welding mode and provides C-25 shielding gas to the nozzle. Squeeze the trigger on the MIG brazing welding torch and, again, the machines switches automatically and sends 100 percent argon to the nozzle. Some of these machines even allow for conversion to Tungsten Inert Gas (TIG) welding and stick welding.
These machines offer three welding torches and the ability to house three types of electrode wire, in the same welding machine. The machine can carry 100 percent argon shielding gas and C 25 shielding gas. You don’t even have to “tell” the machine which welding method you’d like to use. When you squeeze the trigger on the steel GMA (MIG) welding torch, the machine switches, automatically, to steel welding mode and provides C-25 shielding gas to the nozzle. Squeeze the trigger on the MIG brazing welding torch and, again, the machines switches automatically and sends 100 percent argon to the nozzle. Some of these machines even allow for conversion to Tungsten Inert Gas (TIG) welding and stick welding.
Stay Current with Tools, Equipment and Training
Automotive technology continues to evolve at a rapid pace. As technology evolves, collision repair processes will continue to evolve as well. It’s important to continuously refer to the vehicle maker recommendations for attachment methods. While steel GMA (MIG) welding will continue to be used for the foreseeable future, STRSW and MIG brazing will continue to rise in popularity and will be required for certain collision repairs.
As aluminum-intensive vehicle production increases, aluminum GMA (MIG) welding will also continue to rise. It’s important that you not resist change in order to keep up. You need to equip your facility with the proper tools and equipment to perform complete, safe, and quality repairs; and it’s imperative that your technicians have the most up-to-date training on how to leverage each of these technologies. I-CAR offers a number of courses on attachment methods. To see which classes are available in your area, visit www.i-car.com.
In addition to I-CAR training courses, the I-CAR Welding Training & Certification™ program includes instruction on welding theory, a hands-on evaluation by the Instructor of the facility’s gear, equipment, and infrastructure prior to the in-shop training, practice, and the industry-recognized certification test. More information on all of I-CAR’s welding courses (Steel GMA (MIG) Welding, Aluminum GMA (MIG) Welding, and Steel Sectioning) can be found at I-CAR Welding & Certification. Pricing for welding training has been reduced to make it more affordable for every technician to have the hands-on training needed to complete a proper weld. A growing number of OEMs use I-CAR Welding Training & Certification in their network programs, including Acura, Audi, Chrysler, Ford, GM, Honda, Infiniti, Jaguar, Land Rover, Lexus, Nissan, Porsche, Scion, Toyota, Volvo and Volkswagen.
In the next article, we’ll take an in-depth look at adhesive bonding, rivets and rivet bonding, and other mechanical fasteners.
Additional I-CAR Collision Repair News you may find helpful:
Related I-CAR Courses
Article validated in 2024