






 Print
Print
There's a lot of information in the field on making and testing steel GMA welds, but not too much on dressing the welds after they're made on a vehicle. Any GMA weld usually requires dressing the top surface of the weld.
Does Dressing Reduce Strength?
There is a belief by some, that dressing a weld reduces the strength of that weld. If you look at a cross-section of an undressed plug weld, it looks similar to the shape of a blind rivet, Figure 2 - This cross-section of an undressed plug weld shows that the weld has fused the top and bottom pieces, and grinding off the nugget crown would have little difference in the joint strength. with the crown of the weld the head of the rivet (see Figure 1). Once the weld is dressed, it would be like grinding off the head of the rivet. Is the joint as strong? With a rivet, the answer is no, but then again, a rivet is not fused to the metal around it. A good plug weld is fused to the metal around it (see Figure 2).
Figure 2 - This cross-section of an undressed plug weld shows that the weld has fused the top and bottom pieces, and grinding off the nugget crown would have little difference in the joint strength. with the crown of the weld the head of the rivet (see Figure 1). Once the weld is dressed, it would be like grinding off the head of the rivet. Is the joint as strong? With a rivet, the answer is no, but then again, a rivet is not fused to the metal around it. A good plug weld is fused to the metal around it (see Figure 2).
We made several plug welds on identical size coupon strips so we could pull them on our tensile testing equipment, some dressed flush and undressed (see video). In general, there was an insignificant difference in tensile strength between those that were undressed and those that were dressed flush.
This video shows an undressed steel plug weld (left) and a dressed steel plug weld (right) being pulled with tensile test equipment.
We found little difference between the two.
The Process
So how far do you dress a weld? The short answer is so that it is flush with the surface. It's important to not reduce the thickness of the base metal, because that weakens the structure. The only way to prevent that is to use light pressure and check your progress often.
Angle Grinder
 Figure 3 - Angle grinder
Figure 3 - Angle grinder
As far as tool selection, a common initial tool to use is an angle grinder, with a 36 or 50 grit disc depending on the size of the bead or nugget. As far as tool selection, a common initial tool to use is an angle grinder, with a 36 or 50 grit disc depending on the size of the bead or nugget (see Figure 3).
The disc is lightly applied to the weld and moved slowly back and forth. If there are multiple welds, like a row of plug welds, they are ground one at a time. On a butt joint, move the grinder across the weld or lengthwise down the weld, whatever works best for you. The important part is always being conscious and careful to not grind into the base metal.
Cutoff Wheel
 Figure 4 - Cutoff wheel
Figure 4 - Cutoff wheel
Alternately, a cutoff wheel can be used, but this tool is not as precise a tool as an angle grinder (see Figure 4). There's a temptation to use this tool exclusively because it's aggressive, as in fast, but it's difficult to control, especially when you get close to the base metal. If used at all, it should only be the first step, then followed with an angle grinder.
When using a cutoff wheel, use light pressure. Hold the tool with two hands for better control. Start at a high RPM and walk the edge slowly across the surface of the weld, like you're planing off the surface of the bead. Stop when there is still a slight profile left on the weld. Do not touch the base metal surrounding the weld at all. Again, follow this up with an angle grinder to get it flush with the base metal.
File Belt Sander
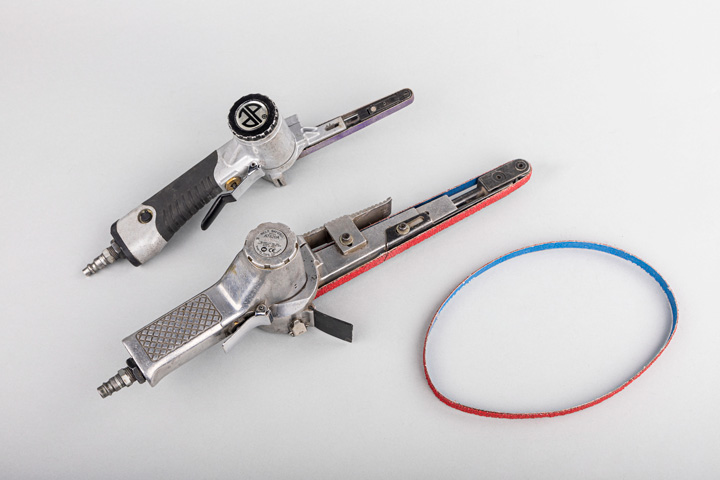 Figure 5 - File belt sander
Figure 5 - File belt sander
Another tool that can be used is the file belt sander (see Figure 5).
This tool is easy to control, but like the others, you need to keep an eye on the base material to ensure you do not thin it. Another nice thing about the file belt sander is that you can access recessed areas.
Carbide Rotary File
 Figure 6 - Carbide rotary file
Still another tool that can be used is a carbide rotary file. There are several different profiles available (see Figure 6). This is used when the plug weld is in a recess or access won't allow access for a disc.
Figure 6 - Carbide rotary file
Still another tool that can be used is a carbide rotary file. There are several different profiles available (see Figure 6). This is used when the plug weld is in a recess or access won't allow access for a disc.
This tool is difficult to control, so use extreme caution or you could damage an adjacent area (see video).
Conclusion
Nearly all GMA welds require dressing. The goal of dressing GMA welds is to make the surface flush. Gouging below the surface of the base metal not only looks bad, it weakens the steel. Keep this in mind whenever doing this process.
Additional I-CAR Collision Repair News you may find helpful:
Related I-CAR Courses
Original article published April 3, 2013