




 Print
Print
The squeeze-type resistance spot welding (STRSW) process sometimes requires initial help in the form of shunting the current flow. If you have ever used STRSW equipment for repairs you have likely done some shunting, either knowingly or not. A sound spot welding repair requires being aware of when shunting the current is taking place and how to shunt properly.
STRSW Process
To understand how shunting works and why it is sometimes necessary, consider how a resistance spot weld is made. A short burst of current flows between the electrode tips when the spot weld trigger is pressed. The nature of current is to flow through the path of least resistance. If there is a conductive surface between the copper-based electrode tips, such as bare steel, that is the path of least resistance. But since steel is not as good of a conductor as the copper electrode tips, there is resistance to the current flow, enough resistance to heat the steel to a molten state. Pressure applied to the electrode tips both before and after the short burst of current helps contain the molten steel to that spot.
Shunting Coated Steel
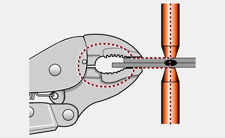 Figure 2 - When shunting, current flows through the shunting clamp first, but most of the current flows between the electrode tips.
Figure 2 - When shunting, current flows through the shunting clamp first, but most of the current flows between the electrode tips.
Conductive coatings on the steel, such as zinc or weld-through primer, increase the resistance but still allow a spot weld to be made. Nonconductive coatings do not allow a weld to be made. The most common of these is E-coat, the factory corrosion-resistant primer applied to every original and replacement body panel.
Most of the E-coat on the mating surfaces can be preserved when replacing a part with STRSW through the use of a shunting clamp. The E-coat only has to be removed on the outside surfaces. The shunting clamp is positioned at the first weld site and the first spot weld is made at the adjacent site (see Figure 2).
When the spot weld trigger is pressed, current flows from one electrode tip. When the current meets the nonconductive coating at the mating surface, it looks for the nearest conductive path which is through the top workpiece, around the shunting clamp, and back through the other electrode tip. The E-coat at the mating surfaces burns away. This is all happening very quickly. In fact, the majority of the current, in the short burst of current, travels between the electrode tips. The detour through the shunting clamp was only a brief, but necessary, diversion.
 Figure 3 - Any other fit-up clamps should be insulated with tape to prevent unintentional shunting.
Figure 3 - Any other fit-up clamps should be insulated with tape to prevent unintentional shunting.
Note that the E-coat does not have to be removed between the spot weld sites on the exterior of the flange. The current traveling through the coated workpiece is like current traveling through a wire coated with insulation.
Successive welds should not require a shunt. The previous spot weld serves as the initial conductive path. In fact, any other clamps used for joint fit-up should have the jaws wrapped in tape for insulation (see Figure 3). A shunt is again required when another series of spot welds are started.
Shunting with Weld Bonding
 Figure 4 - This dedicated shunting clamp has a thick, stranded copper wire attached to copper clamping pads to allow easy current flow.
Figure 4 - This dedicated shunting clamp has a thick, stranded copper wire attached to copper clamping pads to allow easy current flow.
Weld bonding is resistance spot welds made through adhesive on the same flange. The process requires removing all coatings from the mating flanges, including the zinc coating, but the recommended repair adhesive is not conductive so shunting is required. The bond line is thin, but thicker than E-coat so a clamp specially designed for shunting is usually recommended. This specialty clamp has a thick, stranded copper wire connected to copper pads for a much better conductive path than regular locking pliers (see Figure 4). In fact, using this dedicated shunting clamp is a good idea when doing any shunting. With locking pliers, there’s a good chance some of the current will be lost at the pivoting rivet.
Shunting Alternative
Of course a shunt is not needed for any of these conditions if the E-coat on the mating surfaces is removed, or if the adhesive is left off the part of the flange where the first spot weld can be made. The concern at that spot is corrosion protection, but seam sealers and paint coatings will help keep the moisture out. The zinc coating can be left on the spot without adhesive when weld bonding. The uncoated spot doesn’t have to be at the beginning of the flange, but you wouldn’t want it at a location such as the bottom of the B-pillar where road splash may be an issue.
Using the first spot weld as the shunt is the preferred method when weld bonding three or more panels, such as when attaching an outer panel to a two-piece inner. There is another recommendation that will ensure conductivity between the panels in this worst-case scenario. The recommendation is to make an initial spot weld on the two inner panels. Leave the adhesive off that spot on the outer panel, and when the outer panel is attached, make another spot weld on top of the first spot weld.
Conclusion
With the STRSW process, shunting of the current is required for the first weld when there is a nonconductive coating or adhesive on the mating flanges. Other clamps used for fit-up should be insulated to prevent any unwanted current shunting. When weld bonding, a dedicated shunting clamp should be used for the best weld performance.
This article first appeared in the May 14, 2007 edition of the I-CAR Advantage Online.
Additional I-CAR Collision Repair News you may find helpful:
Related I-CAR Courses
Article validated in 2025