






 Print
Print
Hot air welders have been around for a number of years and used mostly in bumper remanufacturing facilities. A hot air welder works by passing compressed air over a heating element and heating the air to around 345°C (650°F) to melt the base plastic and filler rod/ribbon together. This type of welder does not use a flat shoe or feeder tube-type tip. A V-groove is cut into the part, the rod is laid into the V-groove, and the two are melted together. Whenever using this type of welder, it is important to have airflow over the element at all times no matter if it is preheating, welding, or cooling.
A nitrogen hot air welder uses compressed nitrogen gas to eliminate oxygen from the weld area. The nitrogen acts as a shielding gas and allows for a contaminant-free weld with less smoke, which creates a stronger weld (see Figure 1). This type of welder can also switch to compressed air so that when preheating, or cooling down the heating element, it does not waste the nitrogen.
A fusion weld is made when the welding rod and plastic melt and mix together. This type of weld can only be done on thermoplastics. Thermoplastics, such as polypropylene/thermo plastic polyolefin (PP/TPO), which is used to make most bumper covers today, work very well with this type of welder.
Making a Repair
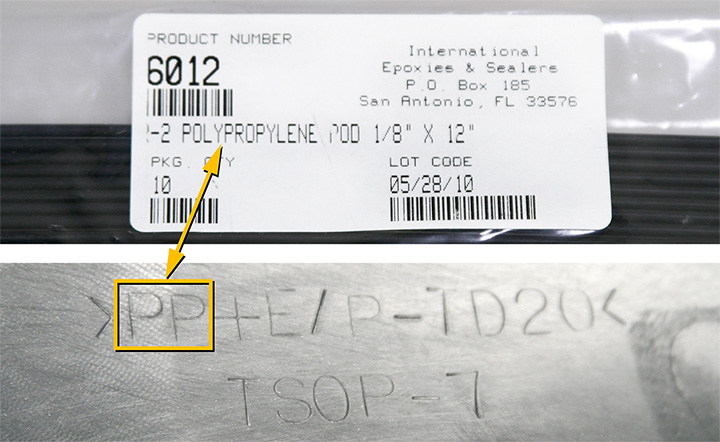 Figure 2 - Whenever possible, match the ISO code on the part to the filler material.Before any sanding or grinding starts, the part must first be cleaned with soap and water, followed by cleaning with the recommended cleaner. It is also recommended to wipe in one direction to help reduce static. If this step is skipped, the repair may fail due to contamination in the repair area. Once the plastic has been abraded, no solvent cleaners should be used because if any of the solvents become trapped under the repairs it could bubble the repair area in the bake cycle or when it is exposed to the sun.
Figure 2 - Whenever possible, match the ISO code on the part to the filler material.Before any sanding or grinding starts, the part must first be cleaned with soap and water, followed by cleaning with the recommended cleaner. It is also recommended to wipe in one direction to help reduce static. If this step is skipped, the repair may fail due to contamination in the repair area. Once the plastic has been abraded, no solvent cleaners should be used because if any of the solvents become trapped under the repairs it could bubble the repair area in the bake cycle or when it is exposed to the sun.
Identification
When making a nitrogen hot air plastic weld, the need for plastic identification is essential to a successful repair. The plastic identification is primarily used to determine which rod will match the plastic part. It is also helpful to know how the plastic will melt because different plastics will melt at different temperatures. One way to identify the type of plastic is to look at the ISO code that should be located on the backside of the part (see Figure 2). If the ISO code cannot be found, the vehicle maker may have a listing of the types of plastic their parts are made of and may even have a recommended repair procedure.
Once the base material is identified, the technician can select the filler rod to use. Plastic welding rods are usually made of a pure plastic like polypropylene (PP), acrylonitrile butadiene styrene (ABS) or thermoplastic olefin (TPO). Therefore, they may not match a specific blend of plastic base material. They are available in different diameters and shapes. Some are round rods and others are a flat ribbon. There are also different widths of flat ribbon with the wide ribbons used on the backside as a reinforcement and the more narrow ribbon used as a filler on the front side.
 Figure 3 - Protective gloves are recommended in order to prevent burns from the high heat of the nitrogen hot air welder.
Figure 3 - Protective gloves are recommended in order to prevent burns from the high heat of the nitrogen hot air welder.
Repair
After the part has been cleaned and the base material and filler rod have been identified, the part being repaired can be realigned and held in place using aluminum tape. Once the front side is realigned, the backside of the part can be sanded with about P80 grit. Following sanding, the area should be blown clean with clean, oilfree compressed air.
After the nitrogen hot air plastic welder is preheated, the nitrogen gas is turned on and the base material and the welding ribbon are preheated. As the base material and ribbon start to melt, the ribbon is pushed into the base material (see Figure 3). The ribbon will start to fuse to the base material and begin to squeeze out the sides of the ribbon. If a tear goes to an edge of a part, a second smaller ribbon can be laid down across the tear to form a "T" pattern at the edge of the part to add extra strength. Watch the video for a short demonstration of this process (see video).
Once the backside repairs are complete, the aluminum tape can be removed and the tear on the front side can be v-grooved. A v-groove is made on the front side to allow the repair ribbon to be laid down level or slightly lower than the surrounding plastic. Again, make sure that no paint is in the weld area. A smaller ribbon is placed into the v-groove using the same technique as on the backside. Once the weld area has cooled, it should be sanded down and, if necessary, a plastic repair filler should be applied to fill any imperfections.
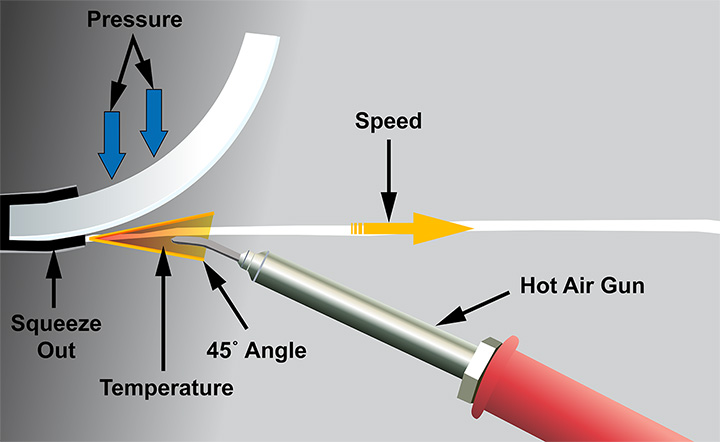 Figure 4 - The technique used to make a nitrogen hot air weld is similar to that of a TIG weld.The acronym TAPS will help the technician remember all the different things to watch while making a nitrogen hot air plastic weld (see Figure 4). The "T" stands for temperature, which must be atthe correct setting to melt the part and the rod. The “A” stands for angle, which should be about 45º to the part. The “P” stands for pressure, which should be firm and constant. The “S” stands for speed, which should allow for 100–150 mm (4"–6") of material to be welded per minute.
Figure 4 - The technique used to make a nitrogen hot air weld is similar to that of a TIG weld.The acronym TAPS will help the technician remember all the different things to watch while making a nitrogen hot air plastic weld (see Figure 4). The "T" stands for temperature, which must be atthe correct setting to melt the part and the rod. The “A” stands for angle, which should be about 45º to the part. The “P” stands for pressure, which should be firm and constant. The “S” stands for speed, which should allow for 100–150 mm (4"–6") of material to be welded per minute.
Precautions
Some welding repair precautions are to never leave any shiny or melted plastic on the part. This will cause poor adhesion of any filler or refinish material. It is also important to featheredge the repair area to make it an invisible repair. With all plastics, never use a solvent on bare plastic. If the vehicle is equipped with an adaptive cruise control or parallel park assist systems, no repair should be done in front of a sensor if it impedes the ability of the sensor to function.
Conclusion
Nitrogen hot air plastic welders are another option to repair plastic parts that otherwise might be discarded. As with any repair technology, it is a business decision to choose to use a repair technology that works best for you.
Related I-CAR Courses
Article validated in 2024