
JLR Panel Technician – Level 3 |
AD3502802 - CD3500052 – Steel Repair – Structural
This steel welding program MUST BE SUCCESSFULLY COMPLETED BEFORE ATTENDING THE JLR ALUMINUM program.
JLR Exclusive Steel Accreditation Program
- Must be completed before attending the aluminum welding program
- Required due to mixed material architecture and steel vehicles in the JLR product line
- Teaches the steel joining techniques specified in JLR collision repair procedures
- Utilizes a 0.8 mm thick sill assembly built in class similar to the aluminum program
- Is mainly hands-on
- Includes resistance spot-welding, MAG steel seam and plug welding, and MIG brazing
- Requires renewal every three years
- Includes information on how to prep for the JLR structural aluminum training and welding test
The following JLR courses MUST BE COMPLETED before registering for the JLR Initial Steel Welding Assessment and Reassessment courses at I-CAR:
- ED2X00002 – Introduction to TOPIx
- ED2500041 – Foundation Skills
- PD2500729 – Foundation Skills
- ED3500052 – Steel Repair - Structural
- PJA500930 – The New Jaguar E-PACE
- PJA501073 – Jaguar I-PACE Bodyshop Introduction
- ELS500049 – Aluminum Subframe Repair
- PLA500617 – ALL-NEW DISCOVERY Bodyshop Introduction
- PLM500820 – New Range Rover Velar Bodyshop Introduction
- PLM501280 – New Range Rover Evoque Bodyshop Introduction
- PLA501437 – New Land Rover Defender Bodyshop Introduction
- PLA500996 – New Range Rover and Range Rover Sport 18MY Bodyshop Introduction (Required February 1, 2021)
- ELM501359 – New Range Rover Evoque Fixed Roof (Required February 1, 2021)
- EDA102100 – Electric Vehicle Informed Person (EVIP) (Required February 1, 2021)
- ED2503227 – TOPIx for Bodyshop (Required April 1, 2025)
- EDA102940 – EV Roles and Responsibilities (Required April 1, 2025)
- EDA503352 – Satin and Matte Finishes (Required April 1, 2025)
- EDM503398 – Metallurgy (Required April 1, 2025)
What To Bring To Class
Many of the welding failures we encounter are related to eyesight deficiencies!
Bring to class:
- any prescription eyewear or magnifier lenses typically used in your welding helmet.
- safety glasses.
- work safety shoes.
- work gloves.
- welding gloves.
- auto-darkening welding helmet.
- protective welding jacket.
Assessment Test Piece - Description and Required Welds
The JLR steel welding accreditation program requires making the following welds on 0.8 mm steel coupons:
- steel open butt welds in the flat, vertical, and overhead position.
- steel 5 mm plug welds on coupons in the vertical position.
- MIG braze open butt welds in the flat, vertical, and overhead position.
- MIG braze slot welds in the vertical position.
It is recommended to become proficient on all of the vertical welds before attempting welds in other positions.
The three-piece steel sill assembly used for the welding accreditation test requires the following welds:
- 38 resistance spot welds on the upper and the lower flanges
- 5 MIG braze slot welds on one-half of the center flange
- 9 MAG 5 mm steel plug welds on one-half of the center flange
- 1 MIG braze vertical open butt joint weld
- 1 MAG steel vertical open butt joint weld

Test Preparation
The training and test at I-CAR incorporates resistance spot-welding, MAG steel welding, and MIG brazing. The resistance welding has not been a failure point on the test, but practice of the MIG and MAG welding is a MUST. Listed below are the welding methods, and required materials for practicing prior to attending the AD3502802 - CD3500052 – Steel Repair – Structural program.
Aluminum and steel coupons can be purchased from:
- Custom Metal Shearing Inc.
- Dayton, OH 45404
- 937-233-6950 (office)
- Attention: Bob Colby
MIG Brazing - Required Consumables And Welder Settings
- Use CuSi-A or CuSi-3 - 1.0 mm electrode wire with 100% Argon gas.
- Use 0.8 mm mild steel for practice (same thickness as the assessment).
- Set the machine in the Synergic mode for all MIG braze joints. The JLR training and welding test have been updated to allow MIG brazing to be done in the Synergic rather than the Pulse-Synergic mode.
- 55–65 amps is the range to use as a starting point.
The Fronius 2700 setup includes the following:
- Install a dedicated graphite liner with a 1.0 mm contact tip in the torch.
- Install 1.0 mm drive rolls to accommodate the 1.0 mm electrode wire.
The U.S. Fronius 2700 machines do not have a 1.0 mm diameter electrode setting, which is the required electrode diameter for JLR. Use the 0.9 mm diameter setting. Set the electrode selection to CuSi-A. Use Conventional trigger.
MIG Braze Open Butt Joint – Technique
- The root gap between the panels is 1–2 mm on flat and vertical welds.
- Vertical welds are done travelling from the bottom upward.
- Angle the torch slightly toward the direction on travel (push).
- Weld open butt joints using a series of overlapping circular welds approximately 6 mm in diameter.
- Weld with 15–25 mm electrode stick-out, which will increase backside capillary flow.
- Each weld is started at the edge of the previous weld.
- Do not move the torch during the weld. Advance the torch 2–3 mm during the cooling of previous weld.
- The pause between each weld reduces the heat input into the panel.
- Develop a rhythm of welding (about 2–4 seconds) and pausing (about 2–4 seconds).
MIG Braze Open Butt Weld – Inspection
- All visible weld surfaces must be clean, bright and of a uniform profile.
- The face side weld seam should show uniform height and width over its entire length. Bead height is 1–3 mm.
- The backside bead must be a consistent width and without voids. Ideally the backside bead is the same width as the face side bead.
- The backside bead height is a minimum of 0.5 mm and 2 mm maximum.
- The heat mark must not exceed 30 mm.
- No areas of:
- Multiple welds
- Undercut
- Underfill
- Porosity
- Cracking
- Burn-through
- Weld skip
- Excessive weld spatter
MIG Braze Slot Weld – Technique
- The 20 mm length of the slots are positioned horizontally.
- Weld the slot welds using an overlapping circular travel pattern across the narrow opening of the slot.
- Each weld pass should extend slightly beyond the top and bottom edge of the slot hole.
- This method is used to increase the capillary flow of the puddle under the edges of the slot.
MIG Braze Slot Weld – Inspection
- All visible weld surfaces shall be clean and of a uniform profile.
- The face side weld must be consistently higher than the top panel, and the slot must be filled. The weld must have uniform height and width over the entire length. Bead height must not exceed 3 mm at any point.
- Face side bead height must not exceed 3 mm.
- The backside heat mark must be a consistent width and length across the area of the slot.
- The heat mark must not exceed 30 mm.
- The slot weld must not have any areas of:
- Multiple welds
- Undercut
- Underfill
- Porosity
- Cracking
- Burn-through
- Weld skip
- Excessive weld spatter
Video: "MIG Braze Slot Weld – Inspection"
MAG Steel Welding – Required Consumables And Welder Settings
- Electrode wire is 0.8 mm ER70S-6.
- Shielding gas is 80% Argon-20% CO2.
- Welding machine is set to NON-PULSE synergic for steel weld joints or Standard mode.
MAG Steel Weld Open Butt Joint - Technique
- Use individual overlapping circular welds similar to the MIG Braze techniques.
- Root gap is 1–1.5 mm
- The torch angled upward slightly toward the direction of travel, which is from the bottom of the vertical joint moving upward.
Video: "MAG Steel Weld Open Butt Joint – Creating Practice Welds"
MAG Steel Open Butt Joint Weld – Inspection
- Bead should be even and consistent on both side.
- Face side bead is a consistent 1–3 mm.
- Bottom surface penetration is a consistent 1–3 mm.
- Bead surfaces are clean and of a uniform profile.
- The heat mark is less than 30 mm wide.
- The bead must not have any areas with:
- Multiple welds
- Undercut
- Porosity
- Cracking
- Burn-through
- Weld skip
- Excessive weld spatter
Video: "MAG Steel Open Butt Joint Weld – Inspection"
MAG Steel Plug Weld – Technique
- Plug holes are 5 mm.
- The weld is started and made by striking the arc in the plug hole.
- The torch is positioned at 90 degrees to the panel.
- This requires adjusting the machine output in relation to the weld timing to obtain the correct face profile and penetration.
Video: "MAG Steel Plug Weld – Creating Practice Welds"
MAG Steel Plug Weld – Inspection
- The nugget must be circular - not oblong
- The nugget face height is 1–3 mm
- The nugget edges should be wetted out - no cold lap
- There are no skips
- The backside has 0.5–1.5 mm melt-through height
- The heat mark must not exceed 30 mm
- Must not have any areas with:
- Multiple welds
- Undercut
- Porosity
- Cracking
- Burn-through
- Weld skip
- Excessive weld spatter
Video: "MAG Steel Plug Weld – Inspection"
click image to enlarge
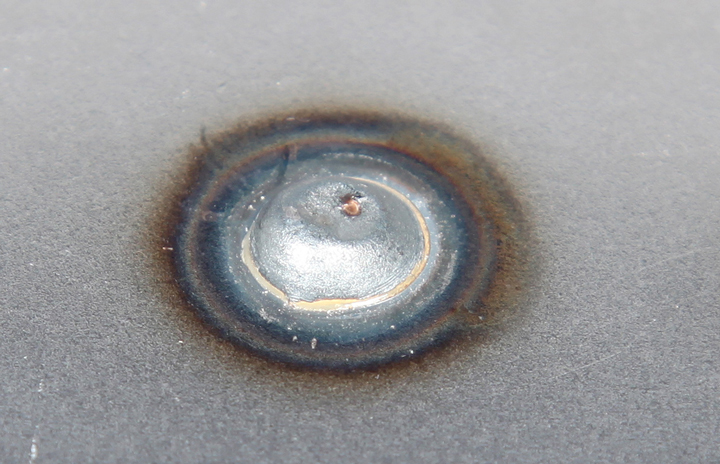 Pass - MAG steel plug weld – front side
Pass - MAG steel plug weld – front side
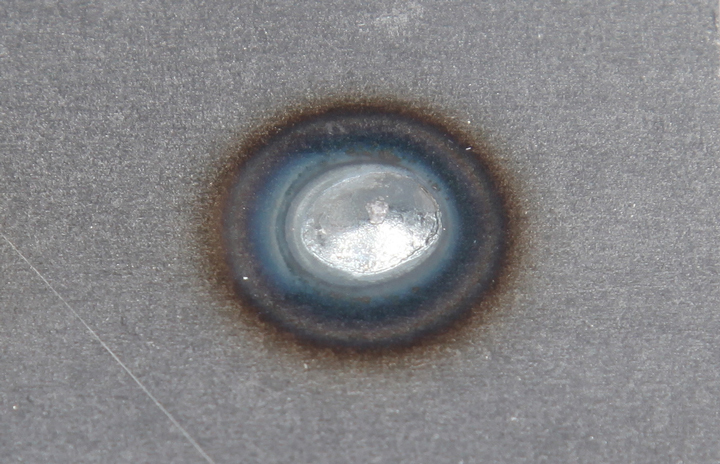 Pass - MAG steel plug weld – backside
Pass - MAG steel plug weld – backside
2025 Training Dates JLR Steel Repair - Structural Training Event
Registration now available! Once all prerequisites are completed, please request to attend the appropriate training event below.
- June 9-13 - AD3502802 - CD3500052 - JLR Steel Repair - Structural - Atlanta, GA (FULL)
- July 14-18 - AD3502802 - CD3500052 - JLR Steel Repair - Structural - Atlanta, GA (FULL)
- July 28 - August 1 - AD3502802 - CD3500052 - JLR Steel Repair - Structural - Atlanta, GA
- Wait List
AD3502802 - CD3500088 – Steel Repair – Structural Reassessment
The steel reassessment session is required for those that did not successfully complete the steel welding programs at the I-CAR Tech Center OR for technicians that are renewing their 3-year JLR steel weld certifications.
The Steel Reassessment at I-CAR:
- will be scheduled and posted as needed throughout the year.
- is required for technicians that failed the assessment test at I-CAR.
- is scheduled for Monday-Thursday or Tuesday-Friday.
- includes one-on-one welding coaching.
- is required every 3 years after passing the initial assessment course.
- CD3500052 – Steel Repair (taken after January 2015)
2025 Training Dates JLR Steel Repair - Structural Reassessment Training Event
Registration now available! Once all prerequisites are completed, please request to attend the appropriate training event below.
- June 3-6 (Tuesday-Friday) - AD3502802 - CD3500088 - JLR Steel Repair - Structural Reassessment - Atlanta, GA
- June 24-27 (Tuesday-Friday) - AD3502802 - CD3500088 - JLR Steel Repair - Structural Reassessment - Atlanta, GA (FULL)
- July 21-24 (Monday-Thursday) - AD3502802 - CD3500088 - JLR Steel Repair - Structural Reassessment - Atlanta, GA
- Wait List
Network Requirements Level 4 Travel Information - WI Travel Information - GA